 Technologie de programmation Siemens 828D Milling")
- 库存: 100
- 模型: 10125489243650
- 重量: 1.00kg
- 尺寸: 25.00cm x 20.00cm x 1.50cm
Shipping: Free Shipping & Customs Tax included are subject to change, please refer to the quote you received.
Delivery: Accurate and precise order tracking. Learn more
Package Safety: Refund for your damaged or lost package. Learn more
Payments: 
Shop with confidence
 Inspect item by item, verify, conduct quality checks, and upload authentic photos of the products.
Inspect item by item, verify, conduct quality checks, and upload authentic photos of the products.
![]() Consolidate and repackage all items to reduce international logistics costs and facilitate international transportation.
Consolidate and repackage all items to reduce international logistics costs and facilitate international transportation.
 Our customer service is always here if you need help. Click here to chat with us or Chat on WhatsApp
Our customer service is always here if you need help. Click here to chat with us or Chat on WhatsApp
节省运费小贴士
1)去除原始包装,例如,如果你购买一双鞋子,你可以去掉鞋盒,这将大大节省体积重量。
2)运费通常按每0.5公斤收费。因此,如果你购买的产品只有0.1公斤,那么你可以考虑一次购买2-3件,这不会增加你订单的运费。
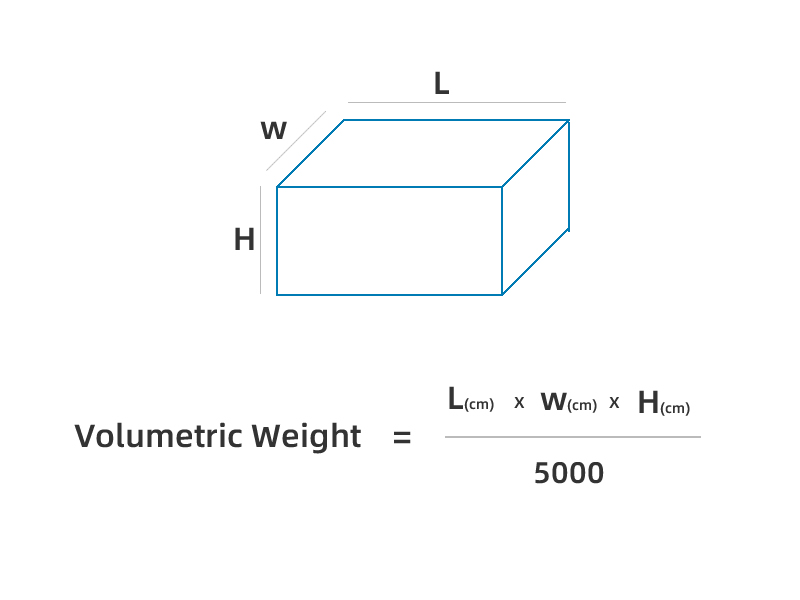
体积重量
体积重量指的是包裹的整体大小,以体积公斤计算。体积重量可以通过乘以包裹的长、宽和高(以厘米为单位),然后除以5000来计算(有些承运人使用6000/7000等作为除数)。
国际运输禁运物品(但不限于此),
-
 香烟
香烟
-
 酒精
酒精
-
 液体
液体
-
 管制刀具
管制刀具
-
 玩具枪
玩具枪
-
 种子
种子
-
 活体动物
活体动物
-
 真花
真花
以下物品(但不限于此)可能只能通过特定的物流线路运输,
-
 面霜
面霜
-
 化妆品
化妆品
-
 零食
零食
-
 药品
药品